2024-05-15 17:15:57 0
一、施工步骤简介

二、施工工具准备

三、施工流程说明
(1)法兰面除锈处理

1、用钢丝刷、电动砂轮机等合适的工具对表面附着的氧化皮、浮锈等进行清除;再用毛刷把灰尘锈尘等清扫干净;最后用无水乙醇或丙酮等溶剂对表面进行清洁处理;
2、除锈刷接触不到或者清理不掉的锈迹,可以用高压气枪将剥离的锈迹、异物吹离,如果这样处理后还有部分可见的浮锈等,就以涂一点转锈剂,防止再生锈(转锈剂是水性的,要干燥后才可以施工下一道,可以通过风枪等加快干燥的时效);
3、除锈透铁的部位,涂刷厚浆型环氧防腐涂料(BA-2021);
4、法兰和周边管道表面处理质量应达到 GB/T 8923.1-2011 《涂覆涂料前钢材表面处理》或 SY/T0407-2012,《涂装前钢材表面预处理规范》中规定的 ST2 级要求,表面应干燥,无松动的浮锈、无污物;基材搭接部位的原防腐层表面应平整、干燥、无污物。
(2)法兰接驳口防腐膏填充
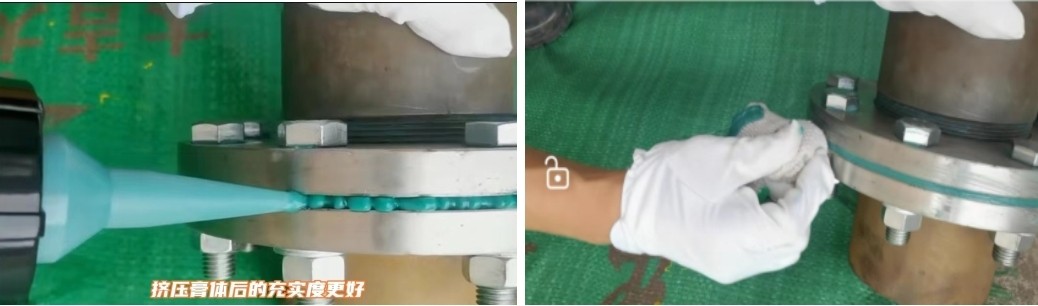
1、把粘弹体防腐膏放入打胶枪内,将打胶枪枪嘴塞入两个法兰间的接驳口内,枪嘴伸进去越多,挤压后膏体才能由内向外排挤,更好的保证填充的充实度。
2、用刮刀将溢出来的粘
弹体防腐膏挤压进接驳口或者沿着法兰壁面刮平;
3、用布条擦拭干净法兰壁面(牺牲阳极与法兰面直接接触的面必须干净,才能保证不影响它的导电作用),(光固化材料在施工安装过程中要避开日光和紫外线使用,建议在避光条件下施工。)
(3)缠绕光固化胶带

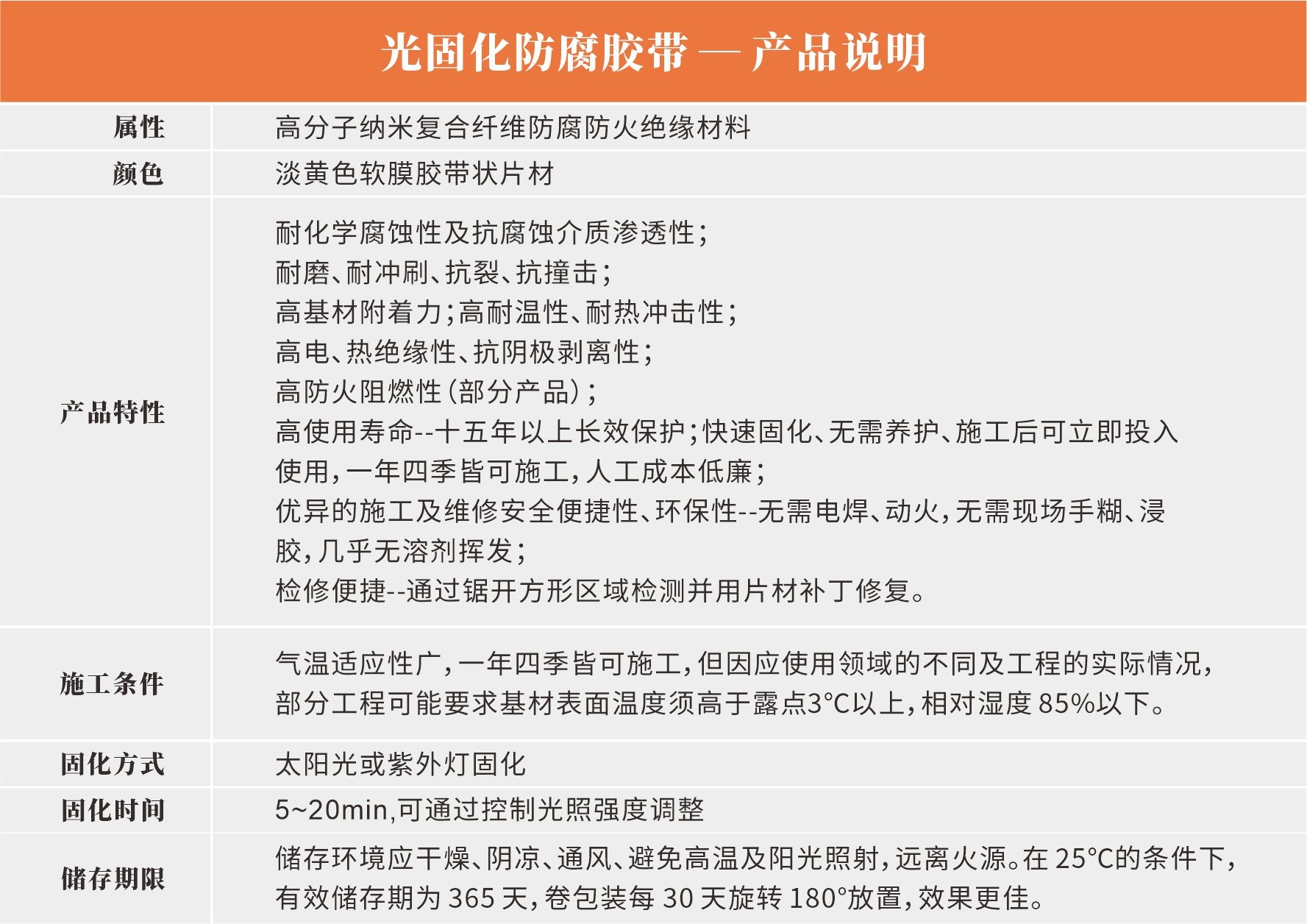
1、根据法兰侧面的周长用特氟龙剪刀/美工刀裁剪合适长度和宽度的光固化防腐胶带(长度可以多裁剪1公分,保证缠绕一圈后,重合时能有1公分搭接着);
2、根据法兰的大小在缠绕光固化防腐胶带的过程中如图1,放置合适数量的牺牲阳极在光固化防腐胶带上(图片大小的法兰放置了2片牺牲阳极);
2、沿着法兰侧面缠绕,一边缠绕一边拉紧并按压光固化防腐胶带,保证没有空隙和气泡等,缠绕完以后再用按压的滚筒,侧面按压一下,保证它的密实性;(光固化材料在施工安装过程中要避开日光和紫外线使用,建议在避光条件下施工。)
3、法兰焊接点处也需要用光固化胶带缠绕一遍、方法同上,须按压紧实,
4、温度-20~70℃,基材表面温度高于露点 3℃,环境相对湿度不 85%以下。
(4)螺母螺栓涂刷光固化防腐胶


1、使用打胶枪在配套规格的螺帽内壁(螺帽要比螺栓大一号规格)注入光固化防腐胶;
2、再将注入了光固化防腐胶的螺帽直接扣到螺栓上;
3、把从螺帽内溢出来的光固化防腐胶用布条搽拭干净;
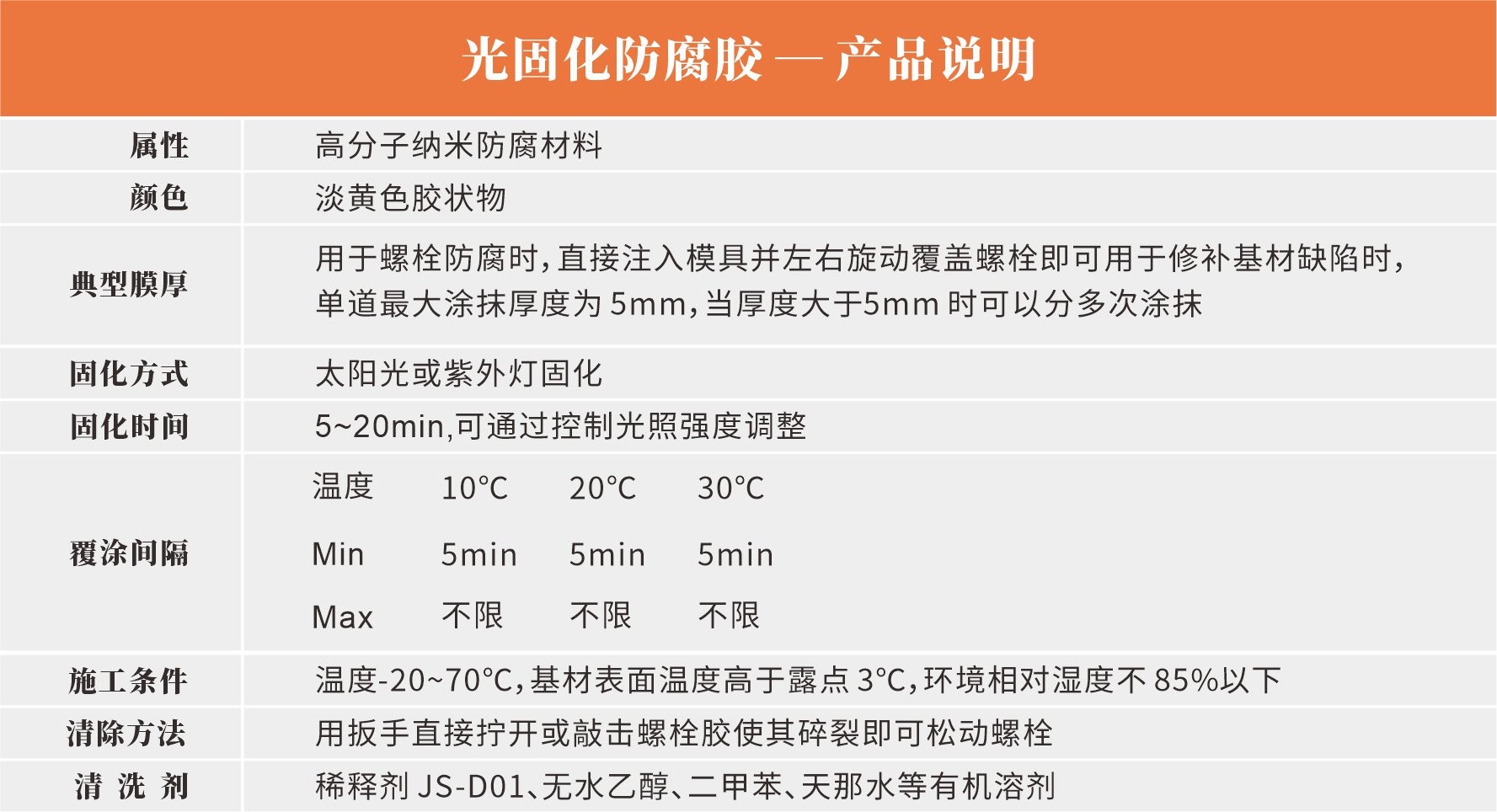
4、用于螺栓防腐时,直接注入模具并左右旋动覆盖螺栓即可用于修补基材缺陷时,单道最大涂抹厚度为 5mm,当厚度大于 5mm 时可以分多次涂抹。
5、光固化防腐胶也可直接涂刷使用,图中施工打样方式为涂刷,为了保证美观性建议使用配套模具。
6、固化方式:太阳光或紫外灯固化 固化时间:5~20min,可通过控制光照强度调整;
7、温度-20~70℃,基材表面温度高于露点 3℃,环境相对湿度不 85%以下。
(5)聚脲面漆刷涂

1、在进行混合前,先分别对 A、B 组分进行搅拌,再按照 1:1 的重量比进行混合,充分搅拌至均匀为止。
2、均匀刷涂或滚涂聚脲防腐防水面漆第一遍,形成外围保护,防止因碰撞等原因导致表面开裂、破损而影响里面的防腐效果和防腐时效,以及美观问题。
3、等第一遍的涂料表干以后,再施工第二遍。第二遍以遮盖住光固化防腐胶带,不透底即可。
注意事项:
(1)因为A、B组份的密度不一样,体积一样,重量是不一样的,这里是按照重量比混合,施工时一定要严格按照比例混合;
(2)滚压工具单次浸料量不宜过多,涂刷均匀即可,防止滚涂时发生滴垂和流挂;
(3)喷涂会更美观,但是异性结构,且体积相对比较小的结构物体施工没有那么方便,损耗材料,而且存在涂料喷溅到周边的可能;
(4)一遍用量在0.18kg/㎡左右,两遍的用量为0.36kg/㎡以内,两遍的厚度大概是200-250微米。
四、产品说明
更多精彩施工案例,尽在彩田化工






点
击
隐
藏
 QQ咨询
QQ咨询